EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 LV
LV
 SR
SR
 SK
SK
 UK
UK
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 GA
GA
 CY
CY
 EU
EU
 BN
BN
 BS
BS
 LA
LA
 NE
NE
 SO
SO
 KK
KK

فوائد شركتك من خلال خدمات صب الفراغ RMT
من النموذج الأولي إلى الإنتاج بكميات صغيرة
تسليم سريع في 7 أيام، أو أقل
- نظرة عامة
- استفسار
- المنتجات ذات الصلة
لماذا تختار الصب بالفراغ؟
القولبة بالفراغ هي طريقة جيدة لتصنيع الأجزاء الصلبة أو المرنة، وهي مثالية للنماذج الأولية عالية الجودة، والاختبارات الوظيفية، وإثبات المفاهيم، والعروض التقديمية. يمكن تصنيع قوالب البولي يوريثان من عدد قليل إلى مئات حسب الاحتياجات. يمكن تصنيع نماذج أولية سريعة عالية الجودة وأجزاء للاستخدام النهائي في دفعات صغيرة. وهذا يجعل نموذج القولبة بالفراغ مناسبًا بشكل خاص للاختبار الملائم والوظيفي، والأغراض التسويقية، أو سلسلة من عدد محدود من الأجزاء النهائية. القولبة بالفراغ مناسبة أيضًا لدرجات إنهاء مختلفة، ويمكننا مطابقة إنهاء الأجزاء التي تحتاجها. إنها مفيدة بطرق عديدة، بما في ذلك للاختبار الوظيفي، والاختبار الهندسي، وتطوير المنتجات، كنموذج عرض، والأنشطة التسويقية.
يستخدم الصب بالفراغ الفراغ لسحب مادة الصب السائلة إلى القالب. إنه مختلف تمامًا عن التشكيل بالحقن حيث يتم استخدام برغي لدفع المادة السائلة إلى القالب. نظرًا لأن العملية تتم تحت الفراغ، فإنها تنتج صبًا عالي الجودة خاليًا من الفقاعات مع نسيج سطحي ناعم.
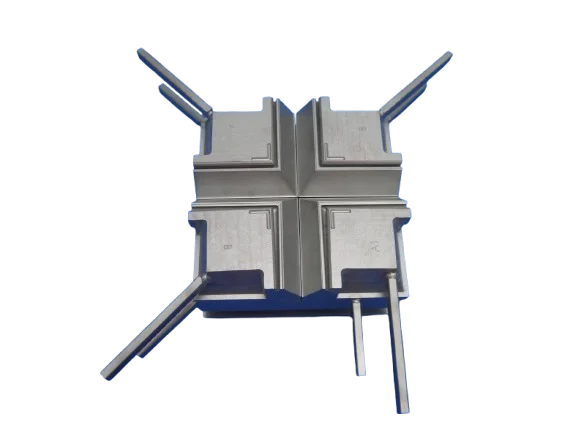
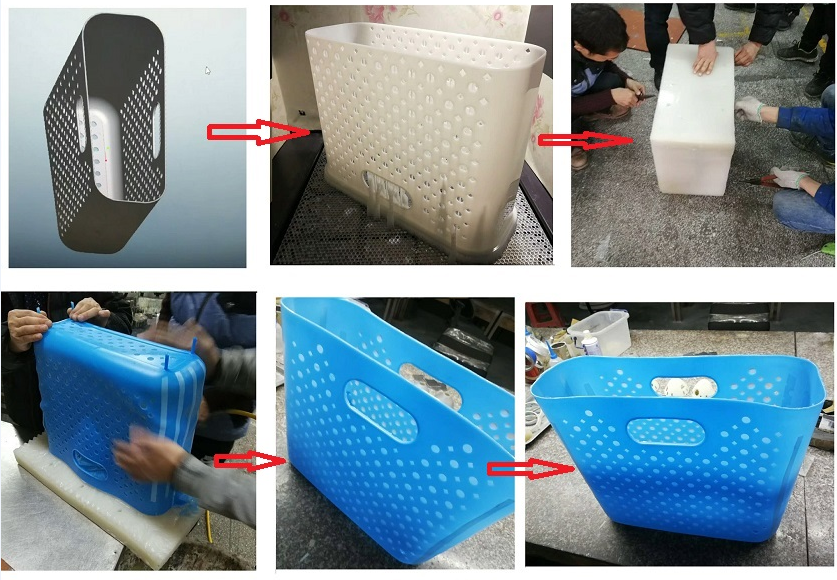
تبدأ العملية بنموذج رئيسي، والذي تستخدمه RMT في أحد مراكز المعالجة CNC لإنشاء النموذج.
ثم يتم غمر النموذج الرئيسي في السيليكون السائل، ثم يتم معالجة السيليكون ليصبح قالبًا.
بعد قطع قالب السيليكون وإزالة النموذج الرئيسي، يكون قالب السيليكون جاهزًا للاستخدام.
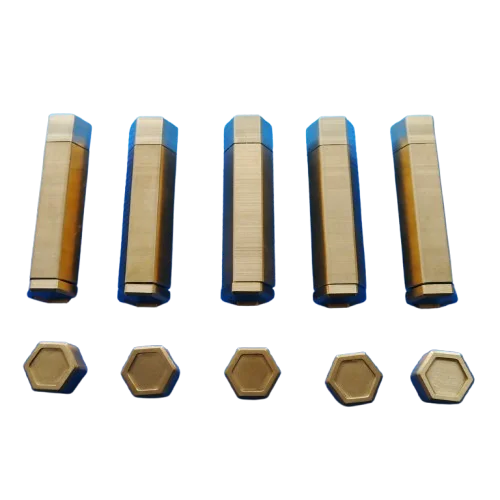
ثم يتم صب الراتنج في القالب، ويتم إزالة فقاعات الهواء بواسطة الفراغ، مما يضمن سطحًا ناعمًا للصب.
بعد إزالة الصب من قالب السيليكون وتبريده، يتم معالجته في فرن. يمكن إعادة استخدام قالب السيليكون حوالي 20 مرة.
كل صب هو نسخة مطابقة تمامًا للنموذج الأصلي. هذه هي الحل المثالي للنماذج الأولية السريعة وإنتاج دفعات صغيرة من الأجزاء عالية الجودة.
RMT قادرة تمامًا على تلبية احتياجاتك من الصب بالفراغ وقوالب السيليكون. مع العديد من سنوات الخبرة في هذا المجال، يمكننا تصنيع أجزاء البلاستيك أو المطاط الخاصة بك وفقًا لأعلى المعايير، بتكلفة فعالة ووقت استجابة سريع.
تطبيقات الصب بالفراغ
اختبار المنتج قبل الإطلاق
سلاسل صغيرة من الأغطية والأغطية
نماذج المفاهيم والنماذج الأولية
ميزة الصب بالفراغ للنماذج الأولية السريعة
| 1 وقت استجابة سريع | 4 تشطيب سطحي متفوق |
| يمكن لـ RMT توفير ما يصل إلى 20 جزءًا في 7 أيام، اعتمادًا على مواصفات الجزء والحجم. يوفر الكثير من الوقت عندما تلتقي بموعد المشروع النهائي، مثل إعداد نماذج العرض لمعرض قادم. | تزيل عملية الفراغ فقاعات الهواء، دقيقة التفاصيل. على الرغم من أن المنتج الأصلي له هندسة معقدة للغاية، فإن المنتج النهائي مشابه للمنتج الأصلي، متاح لإعادة إنتاج المظهر، الإحساس والأداء الميكانيكي. |
| 2 القدرة على تحمل التكاليف والفعالية من حيث التكلفة | 5 خيارات الألوان |
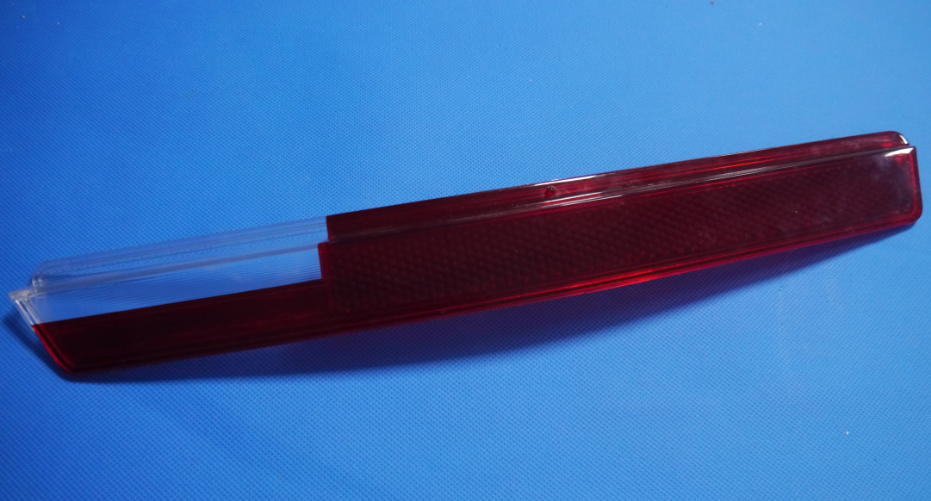
| قوالب السيليكون أقل تكلفة من التشكيل بالحقن أو الطباعة ثلاثية الأبعاد، دون الحاجة إلى صنع أدوات صلبة باهظة الثمن من الألمنيوم أو الفولاذ ووقت طويل لتجربة القوالب. | يمكن إضافة أصباغ تلوين إلى الراتنج لمجموعة متنوعة من خيارات الألوان. المواد متاحة أيضًا لإنشاء أجزاء غير شفافة تمامًا، أو شبه شفافة أو شفافة تمامًا يمكن أيضًا طلاء النسخ النهائية، أو طباعتها، أو تشكيلها حسب الحاجة لتحسين المظهر والوظيفة. |
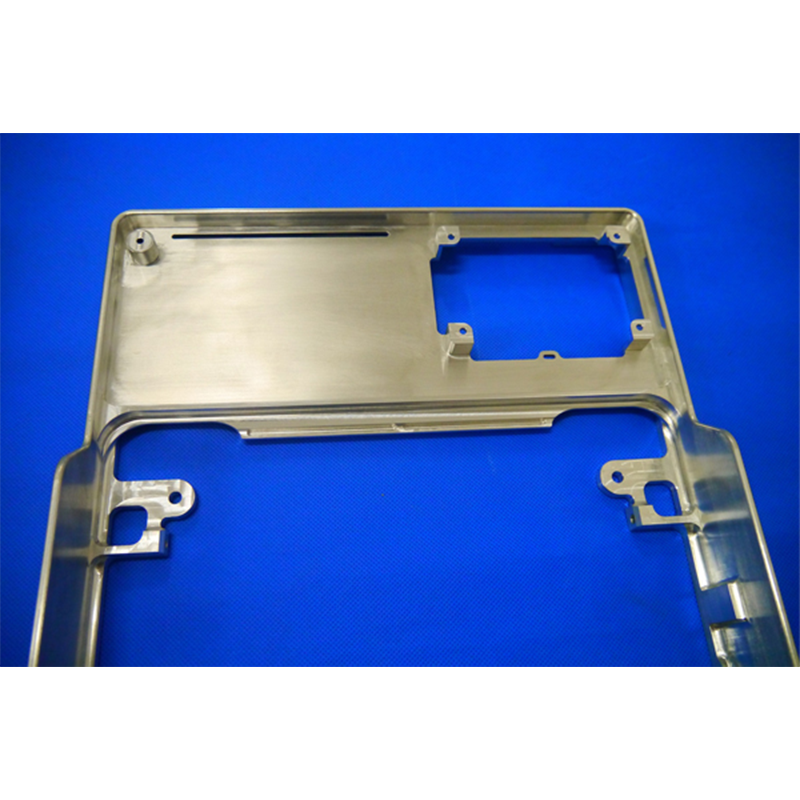
| 3 قادر على إنتاج أجزاء كبيرة أو معقدة | 6 جودة عالية |
| يمكن أن يقوم التشكيل بالفراغ بنسخ أجزاء كبيرة ومعقدة جدًا. يمكن أن يتم تشكيل اليوريثانات من أنواع مختلفة لإنشاء قوام وصلابة متنوعة في وحدة واحدة. |
المنتجات المصنوعة باستخدام طريقة الصب بالفراغ عالية الجودة، حيث يمكنها بسهولة إعادة إنتاج حتى أدق التفاصيل السطحية من الأصل. . أيضًا، يمكنك اختيار المواد المناسبة من حيث المرونة، الصلابة والصلابة التي ترغب في استخدامها |
مادة الصب بالفراغ
نحن نقدم مجموعة واسعة من 26 مادة بولي يوريثان (PU) من شركة Hei-Cast، Axson وشركة BJB، مشابهة للمطاط، PP، PE، POM، ABS وPC. توفر هذه المواد مجموعة متنوعة من الخصائص المتميزة وإمكانية صب الألوان الشفافة والمتطابقة للمكونات. إذا كنت تبحث عن إنهاء محدد للملمس، الطلاء، الرسم، فإن فريقنا الماهر في ما بعد الإنتاج سيلبي متطلباتك.

مواد بولي يوريثان للصب بالفراغ
| المادة | المورد | محاكاة المواد | قوة شور |
انحناء (Mpa) |
TC ماكس | اللون الأصلي | الميزة | التقلص |
| مشابه لـ ABS | ||||||||
| PU8150 | Hei-CAST | ABS | شور 83D | 1790 | 85 | كهرماني، أبيض وأسود | مقاومة جيدة | 1 |
| UP4280 | Axson | ABS | شور 81D | 2200 | 93 | كهرماني داكن | مقاومة جيدة | 1 |
| شبيه PP | ||||||||
| UP5690 | Axson | بي بي | شور 75-83 D | 600–1300 | 70 | أبيض / أسود | مقاومة جيدة | 1 |
| شبيه المطاط/السيليكون | ||||||||
| PU8400 | Hei-CAST | إيلاستومر | 20-90shA | / | / | أبيض حليبي/أسود | انحناء جيد | 1 |
| T0387 | Hei-CAST | إيلاستومر | 30-90shA | / | / | واضح | انحناء جيد | 1 |
| درجة حرارة عالية | ||||||||
| PX 527 | Hei-CAST | PC | شور 85D | 2254 | 105 | أبيض / أسود | درجة حرارة عالية ℃ 105° | 1 |
| PX223HT | Hei-CAST | PS/ABS | شور 85D | 2300 | 120 | أسود | TG مثالي 120° | 1 |
| مقاومة الإطار UL-VO | ||||||||
| PU8263 | Hei-CAST | ABS | شور 85D | 1800 | 85 | أبيض | 94V0 مقاوم اللهب | 1 |
| PX330 | Axson | ABS محمل | شور 87D | 3300 | 100 | أبيض فاتح | V 0 بعيد 25 | 1 |
| شفاف واضح | ||||||||
| PX522HT | Axson | PMMA | شور 87D | 2100 | 100 | واضح | تلوين TG100° | 0.996 |
| PX521HT | Axson | PMMA | شور 87D | 2200 | 100 | واضح | تلوين TG100° | 0.996 |
مواصفات تقنية صب الفراغ
| وقت الاستجابة | حتى 20 صبًا في غضون 5 أيام عمل | |
| الدقة | عادة ±0.3% (مع حد أدنى على ± 0.3 مم للأبعاد الأصغر من 100 مم) | |
| السمك الأدنى للجدار | للتأكد من أن قالب السيليكون يعمل بشكل صحيح، من الضروري أن يكون سمك الجدار لا يقل عن 1.0 مم. | |
| أقصى أبعاد الجزء | حجم القالب محدود بأبعاد غرفة الفراغ (2100 × 1000 × 850 مم)، وبحجم المنتج (أقصى حجم: 10 لترات) |
|
| الكميات النموذجية | 15 إلى 25 نسخة لكل قالب (اعتمادًا على تعقيد القالب ومواد الصب) | |
| اللون والتشطيب | يتم إضافة صبغة إلى البولي يوريثان السائل قبل الصب. طلاء مخصص، وملمس تشطيب سطح عالي الجودة قابل للمقارنة مع تشكيل الحقن |
|

كيف يعمل صب الفراغ؟
| الخطوة الأولى: إنشاء نموذج رئيسي بجودة عالية | أنماط الماستر هي نموذج ثلاثي الأبعاد لتصميمات CAD الخاصة بك من نموذج متين وصلب. يتم تصنيعها عادةً باستخدام التصنيع باستخدام الحاسوب CNC أو الطباعة ثلاثية الأبعاد. لأن هذه الطرق سريعة، لا تتطلب أدوات منفصلة ويمكن تعديلها بسهولة لاستيعاب التغييرات في التصميم عند الحاجة. تشمل هذه التحضيرات عادة الصنفرة، والتلميع، والطلاء للحصول على تشطيب السطح الصحيح. بالنسبة للأجزاء المتعددة التي قد تتناسب معًا في تجميع، نقوم أيضًا باختبار تناسب القطع وإجراء تعديلات طفيفة لضمان مظهر نظيف ومتماسك. بعد الانتهاء من الفحص وإنهاء النماذج الرئيسية، سننتقل إلى صنع القالب السيليكوني. |
|
| الخطوة الثانية: صنع قالب السيليكون | بعد أن تصبح الأنماط جاهزة، يتم وضعها في صندوق صب يتم ملؤه بعد ذلك بالسيليكون السائل. بعد أن يتصلب بالكامل في فرن لمدة 16 ساعة، يصبح السيليكون صلبًا ويمكن تفكيك صندوق الصب. هذا القالب مفتوح عن طريق القطع على طول خط الفصل المحدد ثم يتم إزالة النموذج الرئيسي. هذا يكشف عن تجويف فارغ في المركز، والذي له الأبعاد الدقيقة لنموذج المرآة الرئيسي. |
|
| الخطوة الثالثة: شفط القالب | بعد قطع القالب إلى نصفين، يتم وضعه في غرفة التفريغ. ثم، يتم ملء القالب بالمادة الراتنجية المحددة. يجب أن تملأ القالب بالمادة المخصصة. يتم عادة خلط المادة الراتنجية مع مسحوق معدني أو أي صبغة لون لتحقيق خصائص وظيفية أو جمالية معينة. يوضع في غرفة الشفط لضمان عدم وجود فقاعات هواء في القالب، وضمان أن يكون المنتج النهائي مؤهلاً. |
|
| الخطوة الرابعة: تصنيع القطع | صب راتنجات الصب في التجويف الفارغ لإنشاء نسخة دقيقة للغاية من الأصل. يمكنها أيضًا تشكيل موادين أو أكثر معًا. يتم وضع القالب مع الراتنج بداخله في الفرن، ويتم معالجته في درجات حرارة عالية لضمان أن المادة قوية ومتينة. ثم يتم إزالة النموذج من قالب السيليكون، ويمكن استخدامه في صنع المزيد من النسخ. |
|
تطبيقات الصب بالفراغ
نساعد المهندسين الميكانيكيين في إنشاء نماذج أولية أو إنتاج نهائي للتطبيق في صناعات مختلفة: الطيران، السيارات، الدفاع، الإلكترونيات، الأتمتة الصناعية، الآلات، الأجهزة الطبية، المنتجات التجارية، المنتجات المنزلية، النفط والغاز والروبوتات.
اتصل بـ RMT الآن إذا كان لديك أي أجزاء تحتاج إلى صنعها بتقنية تشكيل السيليكون.
أرسل لنا ملف CAD للحصول على عرض سعر فوري.